 Svenska
Svenska English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Idag kommer vi att diskutera hur man väljer tjocklek och utformar öppningarna när man använder SMT-stenciler.
Val av SMT-stenciltjocklek och bländardesign
Att kontrollera mängden lödpasta under SMT-utskriftsprocessen är en av de kritiska faktorerna vid kvalitetskontroll av SMT-processer. Mängden lödpasta är direkt relaterad till tjockleken på stencilmallen och formen och storleken på öppningarna (skrapans hastighet och det applicerade trycket har också en viss påverkan); tjockleken på mallen bestämmer tjockleken på lödpastamönstret (som i huvudsak är samma). Därför, efter att ha valt malltjocklek, kan du kompensera för de olika lödpastkraven för olika komponenter genom att på lämpligt sätt modifiera bländarens storlek.
Valet av malltjocklek bör bestämmas baserat på monteringstätheten för det tryckta kretskortet, storleken på komponenterna och avståndet mellan stift (eller lödkulor). Generellt sett kräver komponenter med större dynor och avstånd mer lödpasta, och därmed en tjockare mall; omvänt kräver komponenter med mindre kuddar och smalare avstånd (som QFP:er och CSP:er med smal stigning) mindre lödpasta, och därmed en tunnare mall.
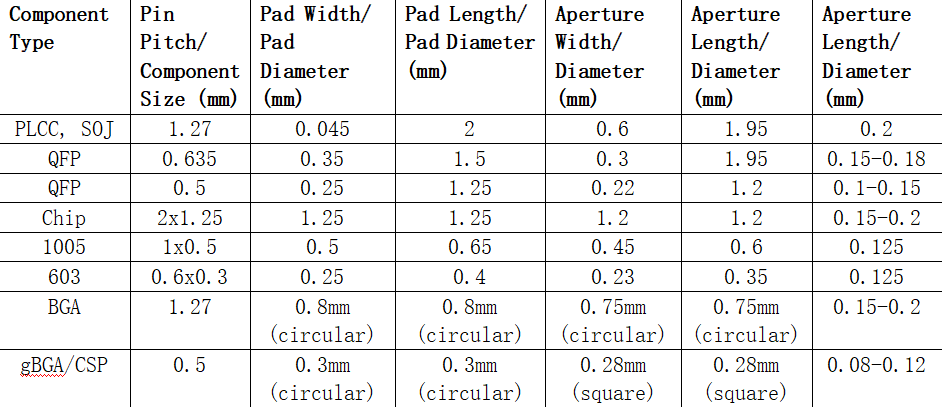
Erfarenhet har visat att mängden lödpasta på kuddarna på allmänna SMT-komponenter bör säkerställas att vara cirka 0,8 mg/mm ² och {4} cirka 0,5 mg/mm ² för komponenter med smal stigning. För mycket kan lätt leda till problem som överdriven lödförbrukning och lödbryggning, medan för lite kan leda till otillräcklig lödförbrukning och otillräcklig svetshållfasthet. Tabellen som visas på omslaget tillhandahåller motsvarande öppnings- och stencilmalldesignlösningar för olika komponenter, som kan användas som referens för design.
Vi kommer att lära oss annan kunskap om PCB SMT-stencil i nästa nya.
