 Svenska
Svenska English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Idag kommer vi att fortsätta att lära oss om den tredje metoden för tillverkning av PCB SMT-stenciler: elektroformning.
1. Principförklaring: Elektroformning är den mest komplexa stenciltillverkningstekniken, som använder en galvaniseringsprocess för att bygga upp ett nickelskikt till den erforderliga tjockleken runt en förtillverkad kärna, vilket resulterar i exakta dimensioner som kräver ingen efterbearbetning för att kompensera för hålstorlek och ytfinish av hålvägg.
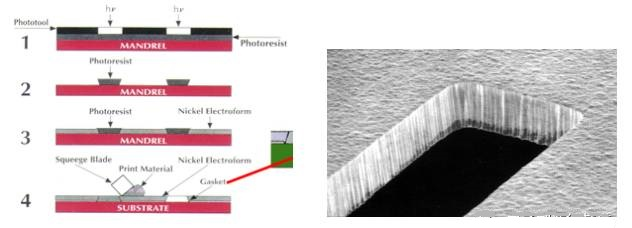
2. Processflöde: Applicera en ljuskänslig film på basplattan → Tillverka kärnaxeln {1} {0}{0} {0} 9408014} Elektroplätera nickel runt kärnaxeln för att bilda stencilarket → Skala och rengöra → {49100{4910Inspektera{01} 30222} → Spänn nätet → Paket
3. Fe egenskaper: Hålväggarna är släta, vilket gör den särskilt lämpad för produktion av stenciler med ultrafin stigning.
4. Nackdelar: Processen är svår att kontrollera, produktionsprocessen är förorenande och inte miljövänlig; produktionscykeln är lång och kostnaden är hög.
Elektroformade schabloner har släta hålväggar och en trapetsformad struktur, vilket ger den bästa frigöringen av lödpasta. De erbjuder utmärkt utskriftsprestanda för mikro-BGA, QFP med ultrafin delning och små komponentstorlekar som 0201 och 01005. Dessutom, på grund av elektroformningsprocessens inneboende egenskaper, bildas ett något upphöjt ringformigt utsprång vid kanten av hålet , som fungerar som en "tätningsring" vid tryckning av lödpasta. Denna tätningsring hjälper stencilen att fästa tätt på dynan eller lödmotstå, vilket förhindrar att lödpasta läcker till sidan av dynan. Naturligtvis är kostnaden för stenciler gjorda med denna process också den högsta.
I nästa artikel kommer vi att introducera hybridprocessmetoden i PCB SMT-stencil.
