 Svenska
Svenska English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














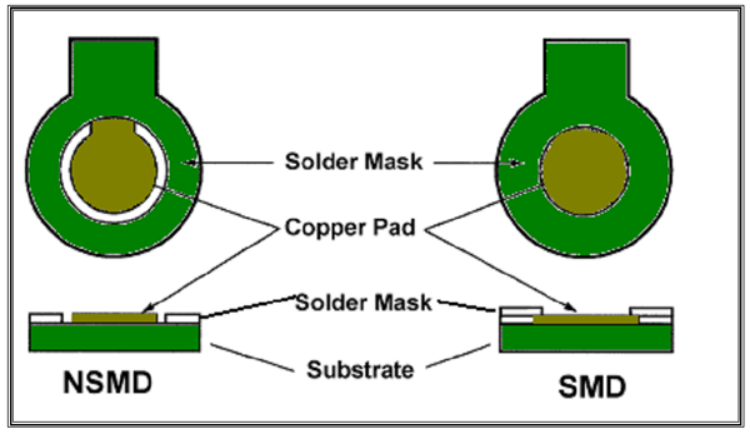
Tryckt kretskort i solmotståndssvetsningsprocessen, är screentrycket efter svetsmotståndet för det tryckta kretskortet med en fotografisk platta kommer att täckas av dynan på det tryckta kretskortet, så att det inte exponeras till ultraviolett strålning i exponeringen, och svetsresistans skyddande skikt efter ultraviolett ljus bestrålning av en mer robust fäst vid ytan av det tryckta kretskortet, är dynan inte utsatt för ultraviolett strålning, du kan avslöja kopparsvetsplattan, så att i hetluftsutjämningen av blyet på plåten.
1.Förgräddning
Syftet med förgräddning är att avdunsta lösningsmedlet som finns i bläcket, så att lödmotståndsfilmen blir non-stick-tillstånd. För olika färger är förtorkningstemperaturen och tiden olika. Förtorkningstemperaturen är för hög, eller torktiden är för lång, kommer att leda till dålig utveckling, minska upplösningen; förtorkningstiden är för kort, eller temperaturen är för låg, i exponeringen kommer att hålla sig till det negativa, i utvecklingen av lödmotståndet kommer filmen att eroderas av natriumkarbonatlösning, vilket resulterar i förlust av ytglans eller lödresisten filmexpansion och falla av.
2.Exponering
Exponering är nyckeln till hela processen. Om exponeringen är överdriven, på grund av spridningen av ljus, grafik eller linjer i kanten av lödmasken och ljusreaktionen (främst lödmask som ingår i de ljuskänsliga polymererna och ljusreaktionen), generering av kvarvarande film, vilket minskar graden upplösning, vilket resulterar i utvecklingen av grafiken mindre, tunnare linjer; om exponeringen inte räcker, blir resultatet motsatsen till ovanstående situation, utvecklingen av grafik blir större, tjockare linjer. Denna situation kan återspeglas genom testet: exponeringstiden är lång, den uppmätta linjebredden är en negativ tolerans; exponeringstiden är kort, den uppmätta linjebredden är en positiv tolerans. I själva processen kan du välja "ljusenergiintegrator" för att bestämma den optimala exponeringstiden.
3. Justering av bläckets viskositet
Viskositeten hos flytande fotoresistbläck styrs huvudsakligen av förhållandet mellan härdare och huvudämne och mängden tillsatt spädningsmedel. Om mängden härdare inte räcker till kan det ge en obalans i bläckets egenskaper.
